
About Needle Roller Bearings
The roller needle roller bearing is composed of a bolt
as the inner raceway of the roller set and a thick-walled outer ring.
The shoulder of the bolt shaft and the end face retaining ring pressed
on the bolt form the guide surface of the outer ring along the two side directions.
When the curved roller moves on the flat raceway or the cam disc,
the internal stress of the roller increases due to the elastic deformation of the outer ring.
Therefore, the rated load applied to this working situation is selected as the column of the curve roller.
Structure
| KR | Curved rollers guided axially by ribs and retaining rings |
| KR…PP | Curved rollers with seals |
| KRE | Curved rollers with eccentric sleeve |
| KRE…PP | Curved roller with eccentric sleeve and sealing ring |
| KRV | Curved rollers guided axially by ribs and rings, full needle |
| KRV…PP | Curved rollers with seals |
| KRVE | Curved rollers with eccentric sleeve |
| KRVE…PP | Curved roller with eccentric sleeve and sealing ring |
| NUKR | Backing track rollers with axial guidance of the rolling elements, full complement type |
| NUKRE | Curved rollers with eccentric sleeve |
Tolerance
The dimensional tolerance and rotation accuracy of standard bearing outer rings are usually PO level,
but it is not suitable for the outer surface of the arc,
the tolerance is mm, and the bolt diameter tolerance is h7.
Use and installation
When installing the curved roller, attention must be paid to the fit between the bolt and the hole,
as far as possible without gaps, and the recommended tolerance for the fit hole.
The belt is H7, the matching hole on the shaft must have a small chamfer to obtain the best bearing surface,
and the fastening nut must have anti-loosening measures.
Avoid hammering the ribs of the bolts during installation.
The groove on the end face of the bolt is used to fix the roller or adjust the position
of the eccentric sleeve with a suitable tool when tightening the nut.
The oil hole on the bolt raceway should be located in the non-load area as much as possible.
 Why Ball Screws Cost More Than Lead Screws in Industrial Motion Systems
Why Ball Screws Cost More Than Lead Screws in Industrial Motion Systems
 Why Precision Ball Screws Are Critical for Industrial Automation and How to Choose a Trusted Supplie
Why Precision Ball Screws Are Critical for Industrial Automation and How to Choose a Trusted Supplie
 How to avoid roller bearing failures
How to avoid roller bearing failures
 Why Precision Ball Screws are Vital for Industrial Automation and How to Choose the Right Supplier
Why Precision Ball Screws are Vital for Industrial Automation and How to Choose the Right Supplier
Related Products
-
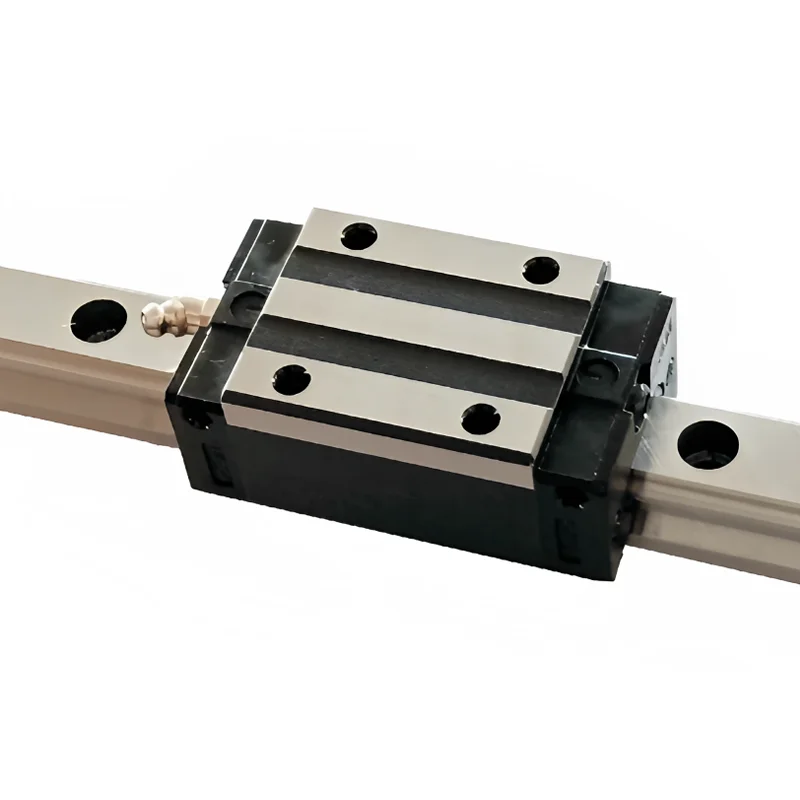
HGL-CA/HGL-HA,Linear Motion,Linear Guideways
-

Industrial Aluminium Nut Profile China
-

GE..LO,Maintenace-free Spherical Lain Radial Bearings
-

KR/KRV/CF Cam Follower Needle Roller Bearing
-

Fastener Nickel plated Inner L shape inner connector
-

100 Series T-Slot Aluminum Extrusion Profile
-

M10 M12 M16 Male Rod Ends
-

NOS...T Series,Male Threaded - Rod End Bearing
-

TBR Series,Linear Guide
-

GGH-CA,Linear Motion,Linear Guideways
-
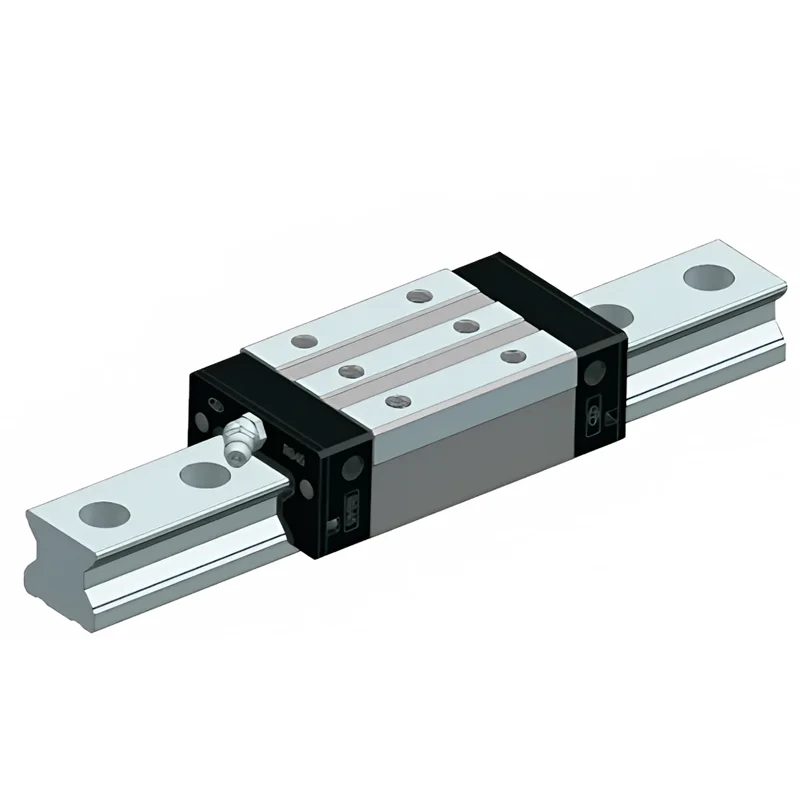
RGL-CA/RGL-HA,Linear Motion,Linear Guideways
-

GHIR-K..DO,Rod Ends,Hydraulic Components
-

SFNI Series,Ball Screw
-

SFU Series,Ball Screw
-

GAS,Rod Ends,Hydraulic Components
-

2020/4040 Aluminum Extrusion Floor Mount Base Plate